您需要 登录 才可以下载或查看,没有账号?立即注册
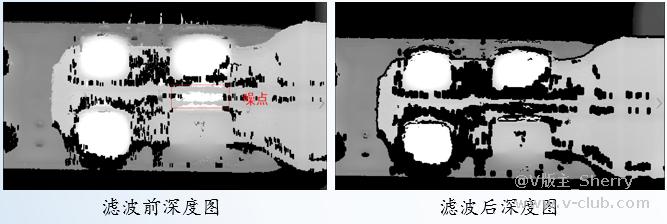
(2) 项目痛点
二、方案描述
(1)配单表
(2)方案示意图
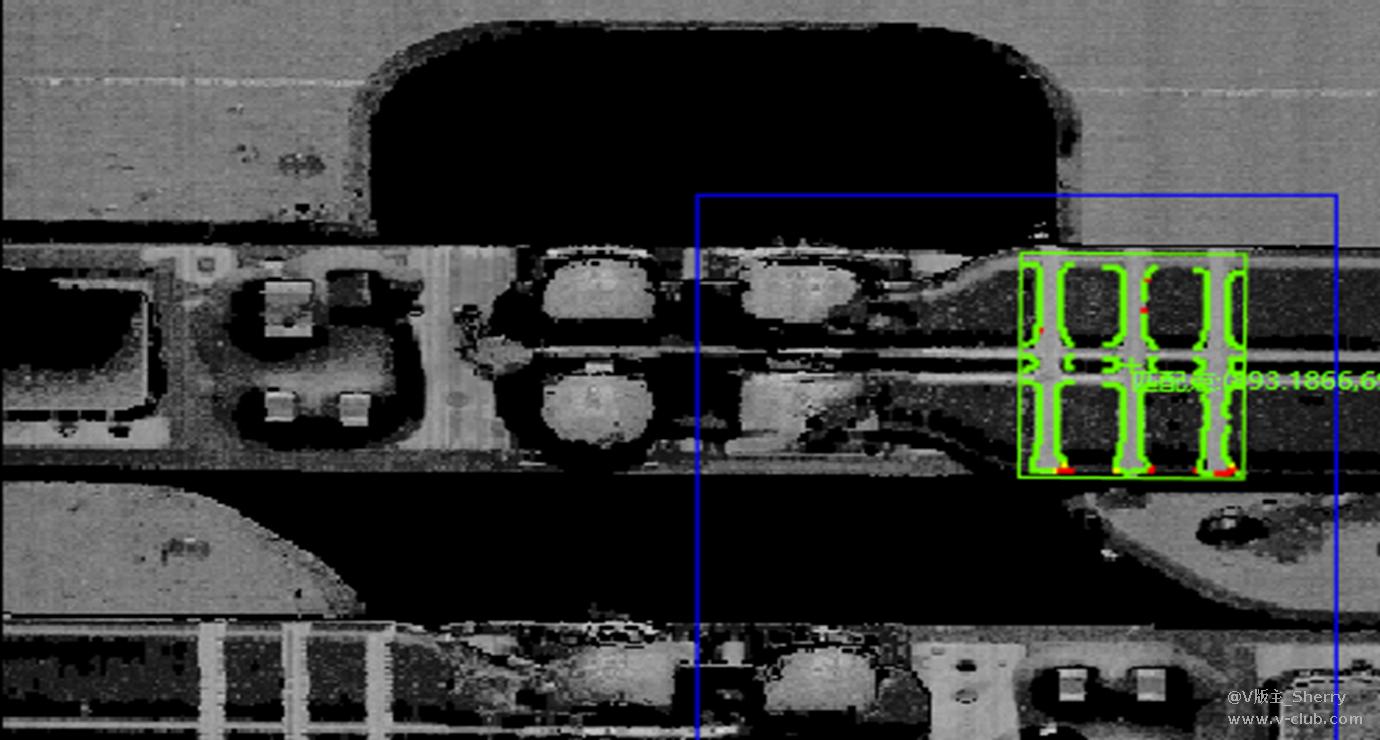
(3)方案思路
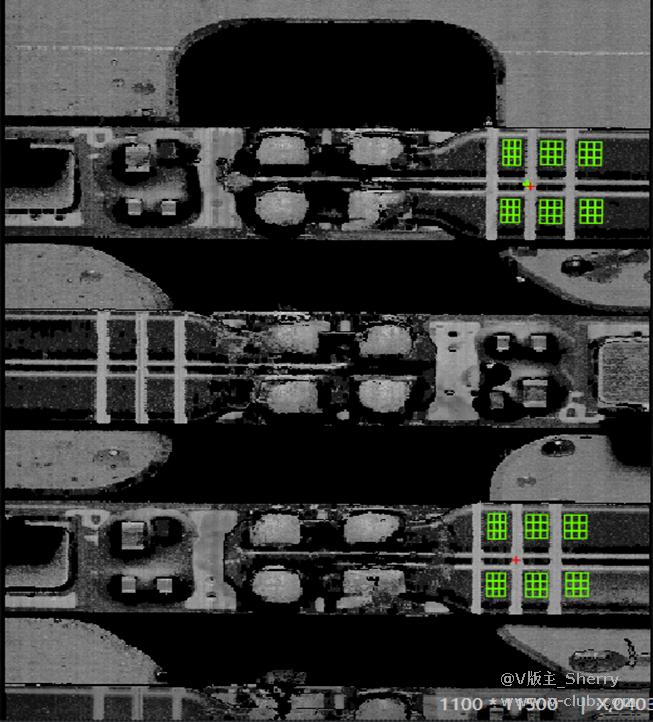
(3)搭建与调试
您的浏览器对此视频存在兼容性问题
举报
查看 »
|手机版|搜码技术社区 ( 京ICP备19029130号 )|网站地图
GMT+8, 2025-6-2 02:03 , Processed in 0.033141 second(s), 5 queries , Redis On.
Powered by Discuz! X3.5
© 2001-2025 Discuz! Team.
 /1
/1 
 |手机版|搜码技术社区
( 京ICP备19029130号 )|网站地图
|手机版|搜码技术社区
( 京ICP备19029130号 )|网站地图


 发表于 2023-7-21 10:05:39
发表于 2023-7-21 10:05:39